

The chemical industry is a vast and complex domain where the transformation of raw materials into valuable products is a science and an art. Central to this industry is the range of chemical equipment that plays a pivotal role in various stages of production. Understanding the right equipment for chemical processing can be the difference between efficient operations and costly delays. In this advanced guide, we’ll delve into the essential chemical processing equipment, their uses, the processes they support, safety measures, and an overview of their costs.
Reactors
Usage
Reactors are at the heart of any chemical processing operation, used to carry out chemical reactions under controlled conditions. Efficient global chemical intermediates sourcing through Elchemy ensures access to quality raw materials for reactor feed operations. under controlled conditions, such as temperature, pressure, and mixing. The purpose of a reactor is to convert raw materials into desired products through chemical reactions.
Process of Using
- Charging the reactor: Raw materials are introduced into the reactor.
- Reaction initiation: The necessary conditions, such as temperature and pressure, are set to initiate the chemical reaction.
- Monitoring: The process is monitored to ensure the reaction proceeds as planned.
- Discharge: Once the reaction is complete, the products are removed from the reactor.
Safety Measures
- Pressure relief systems to prevent overpressure situations.
- Temperature controls to avoid runaway reactions.
- Regular maintenance to ensure no leaks or failures occur.
Approximate Cost
The cost of reactors can vary significantly depending on the size and material. A small-scale stainless steel reactor might cost around $10,000, while large industrial reactors can range from $50,000 to over $500,000.
Distillation Column

Usage
Distillation columns are essential chemical processing equipment used to separate mixtures based on differences in their boiling points. They are widely used in industries such as petrochemicals, pharmaceuticals, and food processing.
Process of Using
- Feeding the column: The mixture to be separated is fed into the distillation column.
- Heating: The mixture is heated, causing the components to vaporize at different temperatures.
- Condensation: Vapors rise through the column and condense on trays or packing material.
- Collection: The separated components are collected at different stages of the column.
Safety Measures
- Pressure and temperature monitoring to avoid overpressure and overheating.
- Proper insulation to prevent heat loss and protect workers.
- Emergency shutoff valves in case of system failure.
Approximate Cost
Distillation columns can range from $20,000 for small units to several million dollars for large, industrial-scale columns.
Also Read: How we achieve complete safety in Chemical Manufacturing
Heat Exchangers
Usage
Heat exchangers are crucial for controlling temperatures within a chemical processing system. They transfer heat between two or more fluids, ensuring that the desired temperature conditions are maintained.
Process of Using
- Fluid entry: Hot and cold fluids enter the heat exchanger through separate inlets.
- Heat transfer: Heat is transferred from the hot fluid to the cold fluid through a barrier, usually made of metal.
- Fluid exit: The fluids exit the heat exchanger at the desired temperatures.
Safety Measures
- Regular inspections to detect and prevent leaks.
- Pressure relief devices to manage unexpected pressure buildups.
- Temperature controls to avoid thermal stresses on the equipment.
Approximate Cost
The cost of heat exchangers varies depending on the type and size. A basic shell-and-tube heat exchanger might cost between $5,000 and $50,000, while more advanced models can exceed $100,000.
Mixers and Blenders
Usage
Mixers and blenders are used to combine different materials into a homogeneous mixture. They are vital in the preparation of processing chemicals, ensuring consistency and uniformity.
Process of Using
- Loading the materials: Raw materials are added to the mixer or blender.
- Mixing/blending: The equipment is operated to mix the materials thoroughly.
- Discharge: The mixed or blended product is discharged for further processing or packaging.
Safety Measures
- Proper guarding of moving parts to prevent injuries.
- Overload protection to prevent motor burnout.
- Regular cleaning to avoid cross-contamination.
Approximate Cost
Mixers and blenders can cost anywhere from $2,000 for small, lab-scale units to $100,000 or more for industrial-scale equipment.
Centrifuges
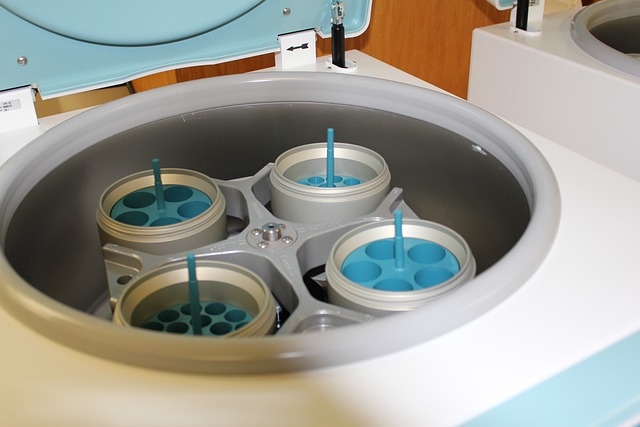
Usage
Centrifuges are used to separate components of a mixture based on their densities. They are essential in the purification of processing chemicals and in separating solids from liquids.
Process of Using
- Loading the centrifuge: The mixture is placed in the centrifuge.
- Spinning: The centrifuge spins at high speed, causing the denser components to move outward.
- Collection: The separated components are collected for further use or disposal.
Safety Measures
- Balancing the load to prevent vibrations and damage.
- Emergency brakes to stop the centrifuge in case of malfunction.
- Regular maintenance to ensure safe and efficient operation.
Approximate Cost
Centrifuges can range from $5,000 for smaller units to over $200,000 for large industrial models.
Pumps
Usage
Pumps are essential for moving liquids and gases through a chemical processing system. They are used to transfer processing chemicals between different stages of production.
Process of Using
- Selecting the pump: Choose the appropriate pump based on the fluid’s properties and the required flow rate.
- Installation: The pump is installed and connected to the system.
- Operation: The pump is activated to move the fluid through the system.
Safety Measures
- Proper sealing to prevent leaks.
- Pressure relief valves to avoid overpressure situations.
- Regular monitoring to ensure the pump is functioning correctly.
Approximate Cost
The cost of pumps varies widely, from $1,000 for small units to over $50,000 for specialized industrial pumps.
Filters and Filtration Systems
Usage
Filters and filtration systems are used to remove impurities from processing chemicals and other fluids. They are critical in ensuring the quality and purity of the final products.
Process of Using
- Selecting the filter: Choose the appropriate filter based on the type and size of impurities to be removed.
- Installation: The filter is installed in the appropriate location within the system.
- Operation: The fluid passes through the filter, where impurities are trapped and removed.
Safety Measures
- Regular replacement of filter elements to maintain efficiency.
- Pressure monitoring to detect clogs or blockages.
- Proper disposal of used filters to avoid environmental contamination.
Approximate Cost
Filters can range from a few hundred dollars for simple units to $20,000 or more for complex, multi-stage filtration systems.
Trusted Brands for Chemical Equipment
When it comes to chemical apparatus, investing in products from reputable brands ensures reliability, efficiency, and safety in your operations. Here are some of the top brands renowned for their high-quality chemical equipment:
- GEA Group: GEA is a global leader in manufacturing chemical processing equipment, including separators, heat exchangers, and pumps. Their equipment is known for its robust design and advanced technology, catering to various industries from food processing to pharmaceuticals.
- Alfa Laval: Specializing in heat transfer, separation, and fluid handling, Alfa Laval offers a wide range of equipment that ensures efficient and safe chemical processing. Their products are favored for their energy efficiency and innovation.
- Büchi: Büchi is synonymous with laboratory and industrial evaporation systems. Their reactors, rotary evaporators, and spray drying equipment are highly regarded in the chemical industry for precision and durability.
- SPX FLOW: Known for their extensive range of fluid handling and mixing equipment, SPX FLOW delivers high-performance solutions tailored to the needs of the chemical processing industry.
- Pfaudler: Pfaudler is a trusted name for glass-lined reactors and storage tanks. Their equipment is designed for corrosive environments, ensuring longevity and safety in chemical processing.
Perfect Solution for Chemical Manufacturing
In an industry where precision and safety are paramount, having the right equipment is not just an advantage, it’s a necessity. Whether you’re a seasoned professional or just starting, this guide provides a comprehensive overview of the essential chemical apparatus needed for effective and safe chemical processing.
Owning chemical processing equipment and manufacturing chemicals in-house, however, can be challenging due to high costs, maintenance demands, and the need for specialized expertise.
Businesses often face issues with operational efficiency, safety compliance, and keeping up with technological advancements. Elchemy.com offers the perfect solution by handling chemical manufacturing, allowing businesses to focus on their core operations.
With Elchemy’s high-tech, latest chemical equipment and expertise, your company can access superior-quality chemicals without the burdens of in-house production. This partnership would ensure cost-effectiveness, safety, and your ability to stay competitive in a rapidly evolving industry. To source chemicals in a hassle-free manner, reach out to us today at elchemy.com









